



Surface roughness not only affects the aesthetics of a product’s external appearance; surface roughness also affects a product’s various functionalities. That’s why specifying appropriate surface roughness on engineering drawings requires a certain knack. In this article, we briefly examine the definitions of surface roughness, and introduce the fundamentals of the thinking required in determining appropriate surface roughness.
What is Surface Roughness?
Surface roughness is one of numerical values that express the qualities of a product’s surface apart from its finish coating and elasticity. In other words, a surface-roughness value, refers to the fact of the “roughness” of a product surface. Roughness often becomes a problem with metal products such as molds, and becomes a problem also with semiconductor wafers and hard-disk substrates, which demand precision.
This is especially the case with metal product manufacturing, which commonly employs lathing, milling or similar machining of metal ingots: the machined products end up with cutting-tool or mill marks remaining on the surface. And with casting, in which metal is melted and then molded by being poured into a mold of hardened sand, the grains of sand make fine pits in the surface of the cast. Similarly, with metal molds employed for molding plastic products, the roughness of the machined surfaces on the mold inner side is transferred to the surface of the product. In sum, surface roughness during process steps in these production instances affects the surface roughness of the product.
Minimizing surface roughness requires carrying out polishing, yet because polishing is relatively costly, and with polishing such as mirror-finishing, is moreover time-consuming, it must be kept minimal.
On the other hand, it is often the case that surface roughness doesn’t lead to problems in terms of performance, or that owing to a satisfactory surface texture or for a similar reason carrying out a polishing operation is out of the question. It’s therefore necessary at the design stage to specify the appropriate surface roughness for finishing.
Surface Roughness Definitions
While there are several definitions of surface roughness, arithmetic average roughness (symbol Ra) is representative. Referring to Japanese Industrial Standard (JIS) B0601, let’s look at an overview.
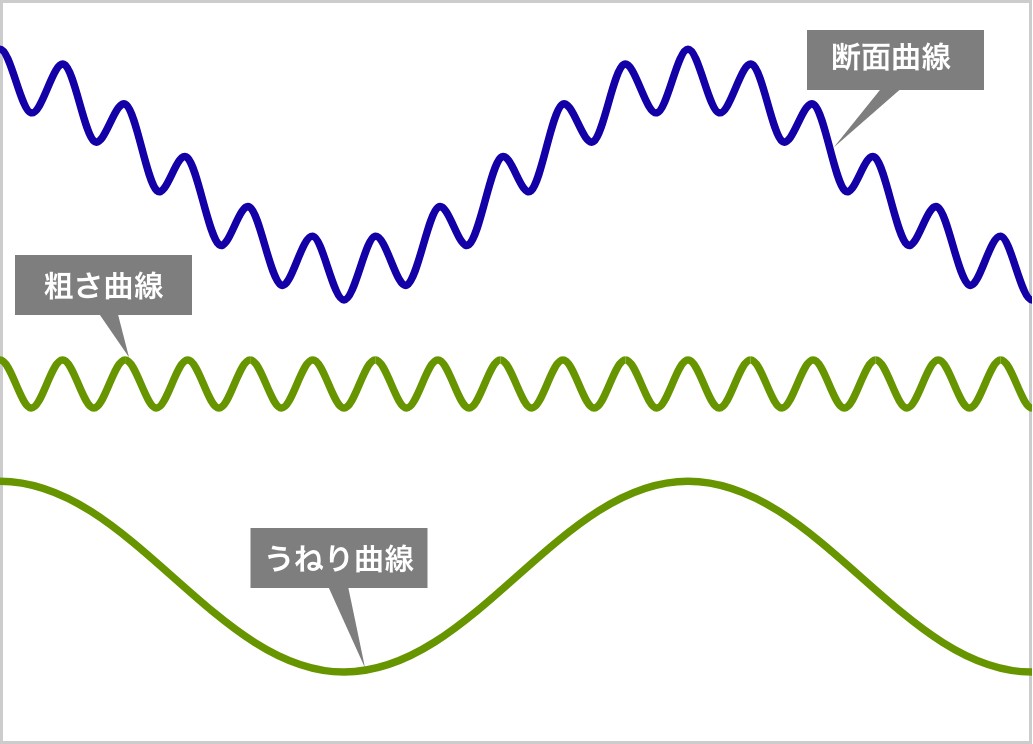
When the cross-section of an object having been sectioned through a plane at right angles to a surface being measured is examined, the object’s material face will almost always be undulating. This undulating curve is called the primary profile, and the fewer the irregularities in the primary profile, the neater the object’s finish will be—meaning, that is, little surface roughness. A curve in which the major waviness component has been removed from the primary profile is then referred to as a roughness profile.
To find the arithmetic average roughness, from the roughness profile a sampling length along the profile’s mean line is cut out, and a mean line on the length’s roughness profile is drawn through the locus that averages the heights of the upper and lower waves. Further, the absolute values of the total area of the waves on the upper side and lower side of the mean line are respectively found. The arithmetic average roughness will then be the sum of the two total areas divided by the sampling length.
Arithmetic average roughness is the most generally used internationally, and along with globalization of manufacturing industries in recent years, this arithmetic average roughness is also being utilized in Japan.
Surface Finish Symbols
Finish symbols are referred to as the so-called triangular symbols, and are symbols that indicate the finishing condition the texture of a surface.
With former engineering drawings, just specifying with triangular symbols was the common practice, but present practice makes it a rule that concrete numerical values for arithmetic mean height be specified concurrently (Annex to JIS B0031: Methods of Illustrating Surface Qualities).
Appropriate Judgment of Surface Roughness
As mentioned at the beginning, the required surface roughness will vary depending on the nature of the product. While practicing as a mechanical design engineer for a number of years would bring some understanding of required surface roughnesses, here, broadly general scenarios will be described.
Instances in Which It's OK for Surface Roughness to Be Somewhat Large
Examples include bases for industrial machines, chassis for automobiles, surfaces of large-diameter valves, and surfaces of large-diameter sewer pipes—chiefly instances that are unlikely to draw attention, or in which covering with paint is more cost effective than surface finishing.
A further instance here is products that carry out frictional transmission of power. Examples include V-belt drive pulleys and CVT sheaves.
Instances in Which Surface Roughness Is Moderated (Ordinary Finish)
An example here would be the lateral faces of gear teeth—general mechanical parts. Also, items, such as household goods and tools, whose tactile properties—the touch and feel—are important go into the ordinary finish category.
Instances in Which Surface Roughness Must Be Minimal (Mirror or Near-Mirror Finish)
To make the paint spread well when coated on, an automobile body requires polishing.
Also, the inner surface of engine cylinders, and the areas on gears where the teeth strike each other likewise must be made to have minimal surface roughness. Because friction being present on the sliding surfaces of air cylinders and actuators can damage bearings or can worsen efficiency. And bearings themselves require polishing to a near-mirror finish.
Instances in Which Surface Roughness Must Be Extremely Minimal (Precision Polishing/Ultra-Precision Polishing)
Low smoothness and flatness on a hard-disk substrate means that airflow along the substrate surface will be disturbed and the aerodynamic forces of the disturbed airflow will affect the height of the levitating magnetic head. The surface roughness of the entire substrate consequently must be controlled to be extremely low, which requires precision polishing.
For more about hard-disk substrate polishing, please refer to our article, “Abrasive Working: An Exploration of Types and Specific Examples of the Processes.”
With cylinders employed in gravure printing, an iron core is copper-plated, and then the copper plating is engraved with a picture pattern and chrome-plated. Polishing is carried out following both the copper-plating and chrome-plating steps; pinholes or scratches on the cylinder after having been polished are deleterious to printing quality. What’s more, with printing in recent years having become more finely detailed, the diametrical accuracy and the surface roughness of gravure printing cylinders are strictly managed. Consequently, an at least mirror-polish or better surface roughness is demanded.
When circuits are printed onto semiconductor wafers, the printing is carried out utilizing photographic principles; because extraordinarily minute circuits are printed, large lenses for collecting ample light are required. Because larger lenses have a thinner depth of focus, their range of focus is extremely narrow. Even the slightest irregularity in a semiconductor wafer therefore has a significant impact. Consequently, extremely low surface roughness on semiconductor wafers is mandated, making ultra-precision polishing essential.
Tactics Available in Operations Other Than Polishing for Lessening Surface Roughness
In Mill Machining
Advantageous following rough cutting is to perform finish-shaving, in which the tool feed speed is slowed down to shave only the surface. Putting one of these steps in can considerably reduce the burden of the polishing operations that follow on later. What’s more, finish-shaving also can make the machined surface complete as the final finished surface of situations in which polishing is not necessary.
In Sand Casting
Tactics for minimizing the grain size of the sand in sand molds the utmost are necessary. This enables lessening unevenness in the surface of a casting and enables reducing the burden of the polishing operations that follow on later. What’s more, in situations in which polishing is not required, such molds also can make the as-cast casting complete as the manufactured article. The procurement of microparticulate sand of matching grain size has become more difficult year by year, however, and that coupled with the cost must be taken into consideration.
In Plastic Resin Injection Molding
The surface roughness of the plastic is most greatly affected by the surface roughness of the inner side the mold. It follows that polishing a product post-injection-molding is not a suitable choice. That is, lowering the surface roughness of a product necessitates minimizing the surface roughness of the inner side of the cavity, such that cavity polishing is critical.
What’s more, since hardened debris from the plastic resins sticks on working molds, leading to increased surface roughness, cavity polishing performed periodically is beneficial.
We should mention that since dissolved plastic resins are considered high-viscosity liquids, thanks to the surface tension smooth surfaces can be obtained in some cases. Thus, under certain circumstances, fine-tuning molding parameters including temperature and injection speed can lower surface roughness to some extent.
Tactics with Polishing Operations for Lessening Surface Roughness
To lessen surface roughness while taking cost into consideration, to begin with, the selection of an appropriate grindstone is paramount. For example, on formative materials of high hardness suitable polishing effectiveness is not likely to be gained using a silicon carbide grindstone, whereas a CBN or diamond grindstone, despite the grindstone’s somewhat higher price, will yield favorable surface roughness. Conversely, it could be squandering to use a diamond grindstone on formative materials of not very high hardness.
Furthermore, setting the polishing parameters appropriately is crucial. In theory, surface roughness could be lessened by employing grit with a small grain size and polishing slowly to yield the ideal surface roughness, but the machining time would be prolonged, leading to a drop in productivity. Moreover, since grindstones using grit of small grain size are relatively expensive, the cost would be driven up.
Furthermore, not setting the polishing parameters appropriately leads to shavings becoming caught in the interstices between grains, causing the grindstone to become clogged. The occurrence of clogging in a grindstone is prohibitive of obtaining sufficient polishing results, and can also end up putting unanticipated scratches in the polished surface. Accordingly, using a grindstone that is not prone to clogging is also a crucial factor.
For more about grindstone clogging, please refer to our article, “Countering Clogging in Finishing Grindstones—Problems Liable to Arise and Their Causes.”
In short, the main subject of concern for engineers involved in polishing would be where to find the balance between cost and ideal finish.
Meanwhile, with lowered costs even as surface roughness is anyhow lessened to the extreme limit being demanded in precision/ultra-precision polishing operations, specialized grindstones are being developed. One of these is the Aion PVA Grindstone.
Aion PVA Grindstones’ outperforming elasticity enables the grindstones in their entirety to apply uniform pressure to the workpiece. The flatness of the workpiece can thereby be bettered. Further possible is carrying out polishing with no significant scratching of the workpiece. Given these advantages, the grindstones have a great track record with hard disk substrates representatively, for which minimizing surface roughness to the extreme limit is a necessity.
For more details on this, please refer to “Abrasive Working: An Exploration of Types and Specific Examples of the Processes.”
AION PVA Grindstones: Effective for Obtaining Ideal Surface Roughness
The foregoing has described the basic approaches to controlling surface roughness to be suitably small.
The polishing process relies heavily on the skill of the engineer and is time-consuming and costly, which given the nature of a product sometimes cannot be avoided. The polishing process is especially indispensable with glass circuit boards and hard disk substrates. Under the circumstances then, in situations, not limited to precision/ultra-precision polishing, in which you wish to obtain ideal surface roughness without raising costs, considering the introduction of Aion PVA Grindstones ought to be one means that comes to mind.

