From the machining instructions often given using triangular symbols and surface-roughness symbols on engineering drawings, abrasive working, for machine-design technicians especially, is likely to be deeply familiar. Knowing the fundamentals of the actual machining technique allows them to issue precise machining instructions in line with the objectives. Here we will report on these fundamentals of abrasive working, and on the precision finishing of hard-disk substrates as a finishing application.
What is Abrasive Working?
“Abrasive working” is in short, “smoothing.” To explain in more detail: It may be defined as a machining technique in which against a workpiece is pressed an abrasive containing grit (grains, or substance in powdered form, of high hardness) that is harder than the object, and by shaving down the surface little by little, some of the surface is removed. By changing the grit size, the smoothness of the surface can be changed.
This means, in other words, that by repeated polishing with graduated reduction in grit size, the smoothness can be increased. Increasing the smoothness brings the scattered reflection of light under control, making possible a mirrorlike finishing of the surface. This is called “mirror polishing,” or “mirror finishing.”
Also, mirror polishing, or polishing in which smoothness near that is called for, as well as instances in which micro-components are polished, is sometimes particularly referred to as “precision polishing.” Furthermore, polishing in which one-nanometer flatness is called for is referred to as “ultra-precision polishing.”
We should note that “grinding” counts as a similar-seeming term. Although closely resembling, grinding in some cases is contained in the concept of finishing, and in other cases following a grinding operation a finishing operation ensues.
For more about this, please see “The Thinking Behind Surface Roughness and Selecting an Appropriate Finishing Method.”
Target Objects of Abrasive Working
The principal targets of abrasive-working operations are metals including stainless steel, iron, steel, copper, and aluminum. Also, grit varieties of a higher level of hardness lend themselves to such targets as glass, silicon, and stone media.
Principal Types of Abrasive Working
Although “abrasive working” may be said in a single breath, there are various types. Let’s take a look at their features.
Grindstone Finishing
Grindstone finishing is the general finishing method that initially may come to mind when mention is made of “abrasive working.” Grindstone finishing includes—as an example close to home—sharpening cutlery.
Grindstone finishing is a finishing method in which a grindstone—grit that is compacted with binder media—is set against a workpiece, and the surface is gradually shaved down by the action of the grit. There are pores in the grindstone, and temperature elevation during the process is held down by the pores.
Although automation of grindstone finishing has progressed in recent years, the machining technique still relies in large part on the technician’s experience and intuition. Especially in the final finish-polishing of manufactured products, the extent to which the technician’s skill is relied upon is considerable.
Buff Finishing
Machining technique in which a polishing agent is adhered to a feltlike soft material known as a buff, and while the buff is rotated the target object is polished. Principally used by and large in finishing processes.
We should note that instances in which a soft cloth is charged with a polishing agent and the technician polishes manually may be thought of as included in the broad meaning of buff finishing. In metal polishing especially, technicians who are decades-long veterans of metal polishing exist, but the succession of their knowhow has become a problem.
Lapping Finishing
Machining technique that is carried out especially on target objects of planar form. Onto a planar plate referred to as the lap, the processing target is placed, and force is applied from above to bring grit into contact with the workpiece. Representative processes include chemical mechanical polishing (CMP), in which the targets are semiconductor wafers, and the finishing of substrates for hard-disk platters. Machine tools/manufacturing devices specialized for lapping finishing are particularly referred to as lapping machines.
There are two types of lapping finishing, wet lapping and dry lapping. Wet lapping is a machining technique in which water into which grit has been dissolved—known as a slurry—is sent flowing in between the lap and the polishing-target surface and polishing is carried out. Dry lapping is a machining technique in which grit is charged into the lap face in advance, wherein the feeding of slurry is unnecessary.
As to the mechanism of lapping finishing, the grit is unanchored, wherein along with horizontal shifting of the lap area that holds down the workpiece from above, the grit moves, shaving down the target object. With the processing target therefore experiencing little significant scratching, a high level of smoothness and flatness can be obtained.
On the other hand, because, with the processing speed being slow, it takes time until the target surface is obtained, lapping finishing is used for the most part in final-stage finishing processes in precision finishing and ultra-precision finishing.
Barrel Finishing
Machining technique in which into a large-sized barrel, small finishing stones and target objects are put, and physical motion including vibrating and rotating is applied to the barrel to carry out polishing. In order to avert the target objects knocking against each other, a lubricant is often added.
It depends on the size of the barrel, but in general polishing of a large volume of target objects can be carried out at once. Because the downside is that the polishing turns out rougher than with lapping finishing or buff finishing, barrel finishing is common in situations that don’t call for that level of smoothness, and in situations in which it is carried out with the object of taking off tiny burrs that are too numerous to remove manually.
Types of Grit
Silicon Carbide
As a class of grit, the most general. Also known as Carborundum®. Most often used, silicon carbide is consequently low-cost and widely popular. What’s more, being rich in grain (grit-size) variations, it is an easy-to-use grit.
Silicon carbide is employed principally in metal finishing; its finishing effectiveness is weak on materials with a high level of hardness, such as ultra-hard alloys and glass, in that before yielding sufficient finishing results the grit ends up coming loose from the grindstone. Consequently, situations that have the target be a material of high-level hardness require employing diamond, later-described CBN, or other grit of high-level hardness.
Aluminum Oxide
Along the lines of silicon carbide; very frequently used. Also known as alumina. Although the grit comes loose relatively often, inasmuch as the cost is very inexpensive, even making allowance for the portion of the grit that comes loose, aluminum oxide can deliver sufficient cost–performance. Even on to-be-finished media that are of relatively high-level hardness, such as tool steel, aluminum oxide can yield sufficient finishing efficacy.
Cerium Oxide
There are situations in which cerium oxide, being a somewhat special grit, is employed. In that cerium oxide has a propensity to give rise to chemical reactions with silicon dioxide, a principal component of glass, in addition to physical polishing, cerium oxide enables chemical polishing. This sort of polishing is called chemical mechanical polishing (CMP). The features of cerium oxide are taken advantage of in precision and ultra-precision finishing of glass, in which it is often utilized.
Cerium-producing countries are limited, however; consequently, the price of cerium fluctuates wildly. Compared with other grits, caution is required with cerium oxide because the supply tends to be unstable.
Diamond
Diamond is one of the hardest substances on earth, and its hardness is realized by its strong carbon crystalline structure. That means that theoretically, there is nothing that cannot be polished.
Nevertheless, diamond is vulnerable to heat, and especially when polishing iron, its polishing face grows hot and becomes highly reactive. Consequently robbed of its carbon by the iron, the diamond crystal breaks down and its hardness ultimately degrades. On that account the finishing rate necessarily must be slowed; that is, diamond must be dealt with by slow polishing.
What’s more, owing to the higher cost and greater wear of diamond than other grindstones, the settings in which it may be employed, such as in precision-polishing finishing operations, are limited. And it is limited to being employed on materials, such as glass and silicone, of high hardness and low reactivity at high temperatures.
CBN
Artificially created substance not existing in the natural world. Formally termed “cubic boron nitride.” More high-temperature resistant than diamond and of higher hardness than silicon carbide, the special qualities of CBN are taken advantage of in its being used for finishing molds of cemented carbide and like materials. Although CBN is priced slightly higher than diamond, with its high-temperature resistance CBN is long-life and can often deliver sufficient cost–performance.
Other Grits
Grindstone types are explained in more detail in “How to Select a Grindstone Suited to Finishing: Explanation of Grindstone Types and Finishing Setups.”
Need for Precision Finishing: Hard-Disk Substrates as Specific Example
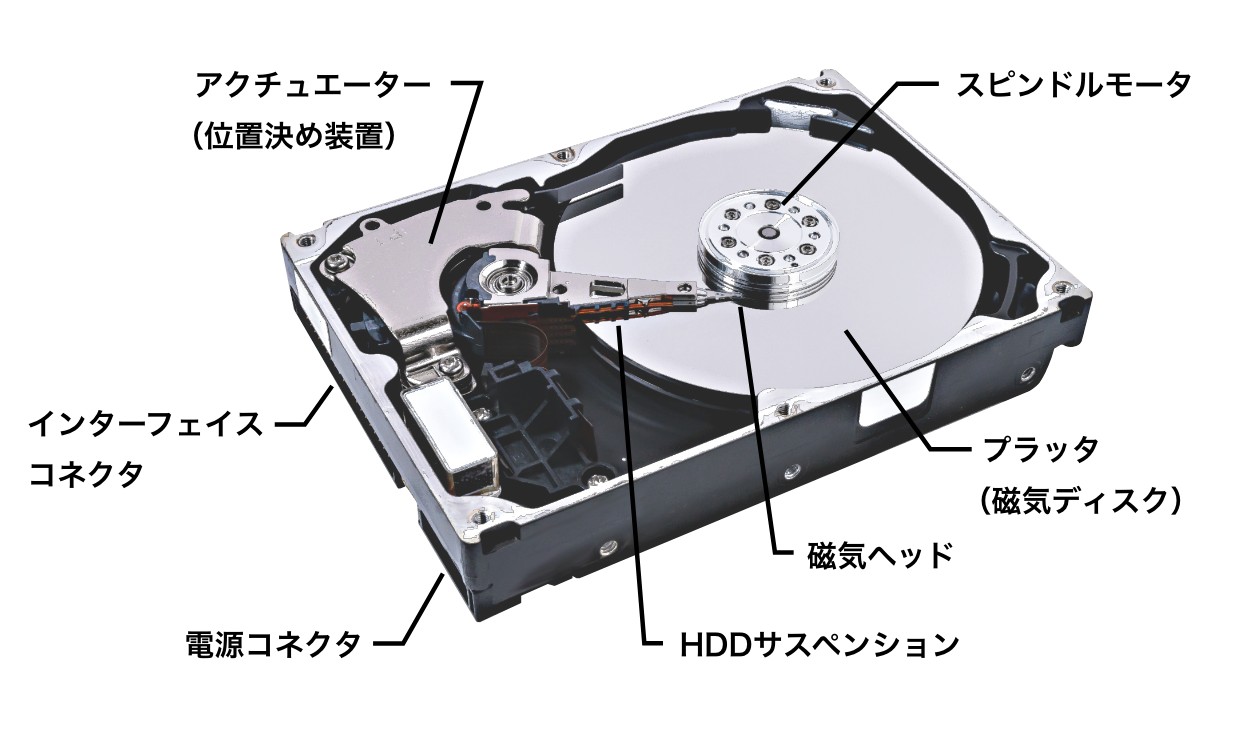
Relationship between Hard-Disk Substrates and Magnetic Heads
The component inside a hard disk drive where information is actually stored is known as the platter, a disk-shaped aluminum or glass substrate on which a magnetic medium is vapor-deposited. The platter is therein constituted to rotate at high speed; with magnetic heads being provided above as well as below the high-speed rotating platter, the reading and writing of data is carried out magnetically.
Micro-gapped on the order of 10 nanometers, the platter and the magnetic heads do not touch, yet maintaining the gap mechanically/mechanistically may in reality be called impossible.
On the other hand, when the platter rotates at high speed, the air in contact with the platter is dragged on by its friction with the platter surface and shifts, generating an airflow. In that state, the magnetic heads catch the airflow and float aerodynamically, whereby their micro-gap with the platter is maintained.
The effect of the smoothness of the substrate surface on the magnetic head
Because the height from the platter surface of the air shifted by the rotation of the platter is theoretically determined, if the platter surface is undulating the height of the magnetic head will vary too. The magnetic-head height varying has an impact on signal strength during the reading and writing of data. Still, no change in signal strength no matter what the position on the platter is demanded. In other words, if unevenness in the surface of the platter is frequent, the flow of air in contact with the platter surface will be disturbed, and the signal strength from the magnetic head will prove unstable.
What’s more, while data is retained magnetically by the magnetic medium vapor-deposited on the platter, the nature of the magnetic force is to weaken in positions remote from the magnetic medium. Its nature is also to spread out radially. Consequently, if the magnetic head is farther than a suitable position from the magnetic medium on the platter, it is possible that the signal will not be read adequately or that interference from a nearby magnetic medium will arise.
Because the recording density of platters grows year by year, the signals that are read from the magnetic medium become fainter year by year. The separation at which the magnetic head floats accordingly lessens year by year. A consequent annually trending demand is for better and better substrate flatness and smoothness.
Keys to AION PVA Grindstones' Effectiveness in Precision Finishing and Ultra-Precision Finishing
What Are AION PVA Grindstones?
AION’S PVA Grindstones are high-porosity grindstones employing PVA resin polymer as a binder and are further characterized by a continuous, open-cell structure with reticulated individual cells. Varying the properties of the binder enables the grindstones to be utilized in a variety of finishing applications.
Advantages to Using AION PVA Grindstones in Precision Finishing and Ultra-Precision Finishing
Because Aion PVA Grindstones are porous articles with elasticity, making the cutting cusps of their grains even out, they enable uniform, high-precision finished surfaces to be obtained. Aion PVA Grindstones are therefore employed in the finishing of hard-disk substrates, in which the flatness and roughness demands are rigorous.
Their considerable elasticity, moreover, provides a further advantage—namely, significant scratches are unlikely to occur. Polished surfaces turn out very beautifully finished. These advantages should be counted on not just in precision and ultra-precision finishing, but in general finishing too.
Another prominent feature of Aion PVA Grindstones is that thanks to their high porosity they are not susceptible to clogging. That means that soft metals such as aluminum and copper can be polished with no clogging, yielding beautiful polished surfaces.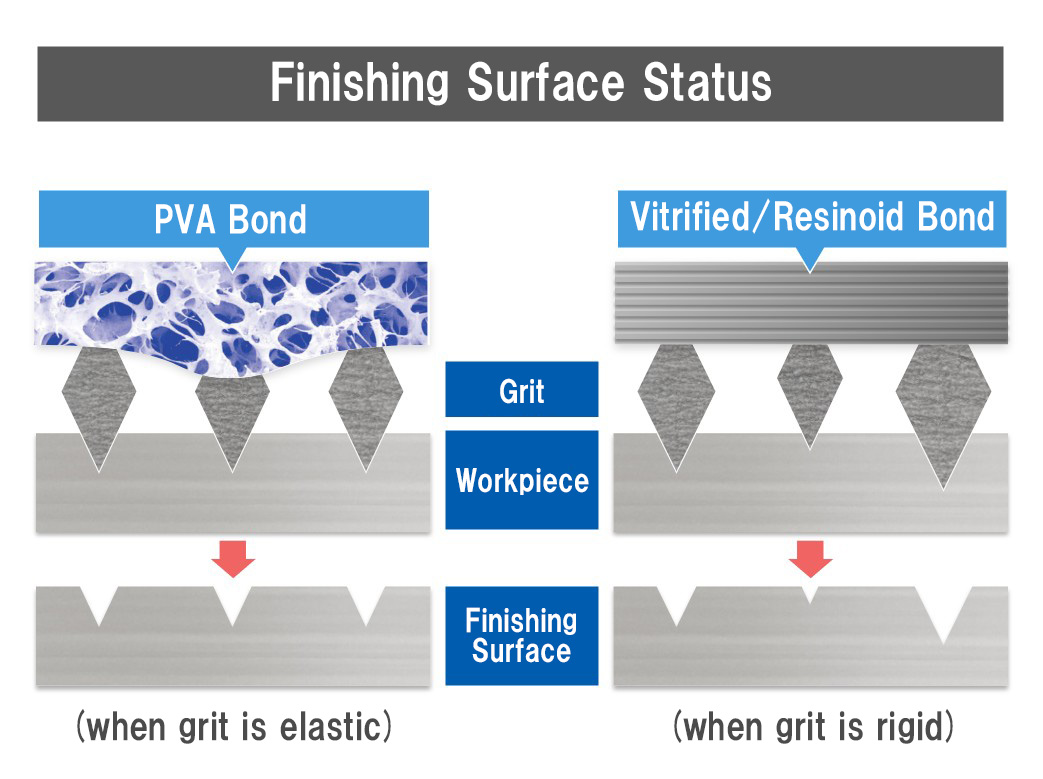
AION PVA Grindstones: Gaining Advantages in Finish Polishing Especially
This has been an introduction to general finishing and precision/ultra-precision finishing.
Aion PVA Grindstones excel in ability to dissipate heat, in uniformity, and in finished-surface flatness/smoothness; thus, when employed for finish polishing especially, they yield beautiful finished surfaces. With a rich variety of grits and binder media, Aion PVA Grindstones are capable of fully handling not only precision polishing and ultra-precision polishing, but also general finish polishing. When it’s beautifully finished polished surfaces you want, why not bring Aion PVA Grindstones into your purview of study?