What is the nature of etching, a processing technology that exploits corrosion, and with what sort of operations is it carried out? This article will give an overview of etching, indispensable in the manufacture of printed circuit boards, and will explore the types and the processing methodology of etching and introduce its essentials.
Among the etching operations that are essential to the manufacture of printed circuit boards, we will explore the highly productive and cost-effective wet etching and wet etching devices. Let’s take a look at the features, operations, and essentials of wet etching.
What is an etching device?
What sort of technology is etching, and how does the equipment used in etching work?
Etching Process Carried Out from Antiquity
One of the ways that material is worked on, etching exploits the corrosive action of chemicals and reactive gases to process surfaces. Due to its characteristic exploiting of corrosion, etching is often carried out on metals, being employed to process iron, copper, and aluminum.
The history of etching is ancient; etching came to be developed as a technique for engraving and printing based on copper plates. From the fact that the technique exploits corrosion, it is also referred to as “chemical milling,” and enables processing etchable materials, starting with copper and zinc, into diverse forms.
What’s more, other than in metal, etching also finds application in glass decoration and plastics plating, making it a technology employed in many areas. By separating corroded and non-corroded areas, just the corroded areas can be removed, and the non-corroded areas can be left remaining. This makes it possible to cut out detailed patterns from thin metal sheets.
The Changing Objectives for Etching
Developed in antiquity as a technique for copper engraving, in modern times etching is largely used for a different application. That application is the processing of printed-circuit boards, which are widely used in the electrical and electronics industries.
In printed circuit boards, copper foil is utilized to create electrical paths for electrically connecting circuit elements, ICs, and the like. The design of the electrical paths on a complex printed circuit board is likewise complex, and must be reproduced elaborately. Today, furthermore, along with circuit elements being made increasingly high-performance and with the economizing of space on the board, more complex and more precise electrical paths on the printed circuit boards are also being called for.
Utilized as the manufacturing method for these electrical paths is the etching process. By means of etching, copper foil is cut out to fabricate the features that constitute precision electronic circuit. In general, the chosen method is one in which the etching is carried out in a situation where a single sheet of copper foil has been bonded to a substrate, and the desired form is cut out by removing unwanted areas on the substrate to create the electrical paths.
It is no exaggeration to say that today, printed-circuit boards are used in electronic devices of every kind, and that etching is put to work as the indispensable technology for electronic device fabrication.

Evolving Etching Equipment
Thus, etching is broadly put to work in the field of electronic device fabrication, but in today’s automation-advancing fabrication industry, etching too is performed by means of dedicated equipment. Equipment for performing such etching is the etching device.
In pursuit of higher production efficiency from etching equipment, development of devices that carry out etching operations continuously and automatically is progressing. Etching is a technique that was developed formerly to make engraving plates for printing any number of the same picture. Today, however, the processes tantamount to what makes engraving plates are put to work in the mass production of electronic components.
Etching Operations
Etching divides grossly into two categories of processing: A method utilizing solutions for corrosion and a method utilizing gases for corrosion. The method utilizing solutions is called wet etching, and the method utilizing gases is called dry etching. Let’s take a look at the characteristics of each of these two processing methods.
Wet etching
In wet etching, the material being processed is contacted with an acidic or basic chemical liquid to remove unwanted areas through a chemical reaction. The acidic or basic chemical liquid utilized in this process is called the etchant, which given its inexpensiveness is surpassing from a cost perspective. And because multiple foil leaves can be treated at once, wet etching is also surpassing in terms of productivity.
The etching equipment for wet etching is generally of simple structure and its operation is not complex, and the cost of the equipment itself is relatively low. We may therefore say that the method is superior not only in terms of running cost but also in terms of initial cost. Wet etching also has the advantage of being less damaging to the etched object, which expands the range of its practical applications.
In wet etching, the etchant erodes into the material being worked upon, wherein there are two types of processes insofar as how the erosion proceeds.
Because the wet etching process immerses the worked-upon material in a solution, the general assumption is that corrosion proceeds equally in all directions. Under those circumstances, the material will be eroded such as to be gouged also under the resist that has been adhered as masking on the areas that it is desired not be corroded; etching that proceeds this way is referred to as isotropic etching.
In contrast, etching methods that control the reaction between the material being processed and the etchant to curb erosion underneath the resist are anisotropic etching. With anisotropic etching, three-dimensional forms are realized by exploiting the fact that the structure of the crystallizing that occurs during the reaction is anisotropic.

The division in usage between what would be isotropic and anisotropic etching is determined according to the combination of the etchant components and the properties of the material being processed. In general, with combinations in which the reaction rate is fast, the etching will be isotropic, and with combinations in which the reaction rate is slow, the etching will be anisotropic.
Dry etching
Dry etching is an etching method carried out utilizing a high vacuum plasma. Etching is by converting gas to plasma in a vacuum environment and smashing the plasma ions into the work to shave material from it. It may be readily imagined by picturing something being sandblasted with ionized atoms.
Although dry etching is costly in that both gas and equipment are expensive, it enables precision processing. However, dry etching mandates meticulous management of gas concentration and temperature, and the structure of the equipment is complex.
Process Stages in Wet Etching Equipment
Various types of wet etching equipment have been developed to match the field the equipment is employed in, as well as the product forms and product sizes. In general, in the wet etching of printed-circuit boards, processes are carried out in stages along the lines of the following, with these stages being semi-automated by the etching equipment.
Photoresist-Based Masking Stage
In etching, the areas to be corroded must be separated from the areas not to be corroded. For this purpose, masking, with what is known as photoresist, is implemented by processes like the following:
- Application of chemical agent (photosensitizer), whose properties are transformed in reaction to intense light, in a further layer onto the worked-upon material bonded to the substrate;
- Casting intense light on the photosensitizer (exposure) in a state in which light on the target configuration is shut out by a photomask for shading;
- Transformation in properties, in which the exposed areas are dissolved in alkaline solution; and
- Washing with alkaline solution to leave only targeted areas (development).
- A photoresist is thereby created.
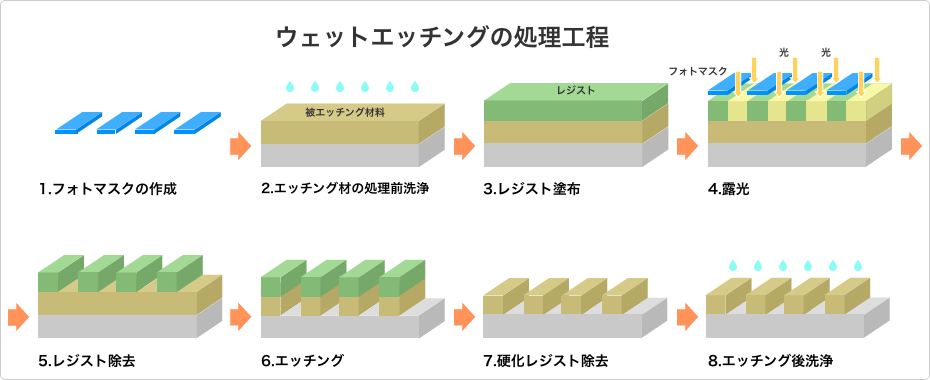
Etching Stage
A mixture of hydrofluoric acid, nitric acid, acetic acid, phosphoric acid, and sulfuric acid is employed as the etching solution.
Commonly adopted as ways for bringing the etchant into contact with the material being processed are the following two methods.
- Dip method
Method in which a chemical-solution tank is filled with etchant, and the material being processed is immersed in the etchant. - Spin-Etching System
Method in which etchant is sprayed on the material being processed while it is rotated in a state in which it is anchored by adsorption or by a mechanical chuck.
Resist-Removal Stage
Once the target form has been created by the etching, the remaining resist must be removed. For that purpose, light is shone onto the entire work surface to remove all the photosensitizer.
Liquid Draw-Off Required in the Respective Stages
During all the wet-etching stages, solutions and rinse water frequently cling to the material being processed. The worked-on material comes into contact with liquids at every turn in the process stages—in the resist formation stage, with alkaline solution; in the etching stage, with acidic etchant; and in the resist-removal stage, with alkaline solution once again.
Inasmuch as liquids of properties that differ from one another are utilized during each of the stages, the work must not be carried over into a subsequent stage with liquid clinging to it. Should such advancing to the next stage with liquid still clinging to the work repeat, liquid from prior stages will mix with liquid in subsequent stages, which would alter the concentrations and make it impossible to obtain the intended chemical reaction.
For such reasons, it is crucial that liquids be drawn off between each stage.
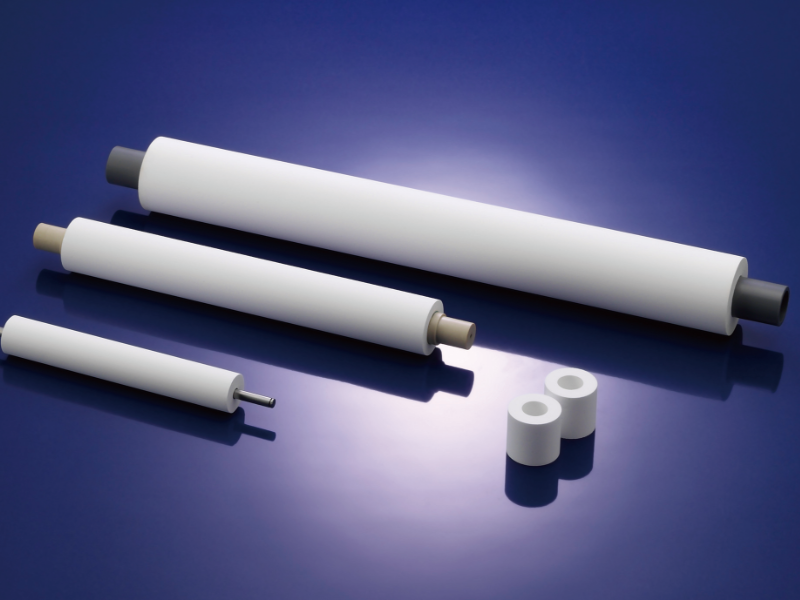
As ways to draw off liquids, commonly employed are a method of sandwiching either side of the work between moisture-absorbing rollers, feeding the work out while the rollers are rotated, and a method that includes blow-drying the work with air nozzles. Blow-drying with air nozzles, however, has such issues as noise, electricity costs, and water creeping around to the reverse side of the work.
On the other hand, while methods that employ moisture-absorbing rollers may reduce electricity costs, they call for a high level of moisture absorbency and the ability to conform to the material being processed. Furthermore, chemical resistance (resistance to acids and resistance to bases) is mandated for drawing off the etchant liquids, and since it would be in an area of direct contact with the material being processed, fluff shed-off is impermissible.
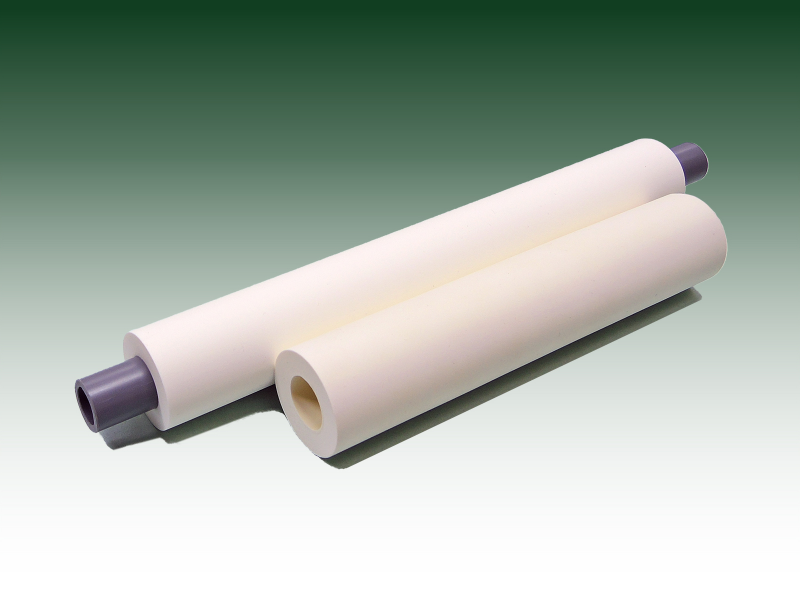
For the drawing-off of wet etching liquids by moisture-absorbing rollers, high-quality moisture-absorbing rollers that meet such conditions are employed.
Aion Polyolefine Sponge Rollers
Advantages of Wet Etching Equipment
An overview of etching, its types, and wet-etching process stages and cautionary indications have been introduced.
Etching is a technique that has been utilized since antiquity, and on account of the development and mass-producing of electronic devices, even today etching is put to work as an indispensable processing method. Wet etching, in which etching is carried out by means of chemical liquids, is highly productive because it enables treating multiple wafers at once, and is also superior from a cost perspective in terms of both its introduction and use. Selection of equipment and components that are suited to the operating environment should be carried out after gaining an understanding the features and vital process stages of wet etching.