研磨にはさまざまな方法があり、砥粒の種類もたくさんあります。研磨を美しく仕上げるためには、これらの組み合わせが大変重要です。ここでは、研磨や砥粒の種類を紹介し、精密研磨の具体例としてハードディスク基板の研磨について、さらにクリスタル砥石の特徴についても解説します。
研磨加工は、特に機械設計技術者にとってなじみの深いものかもしれません。図面上で三角記号や表面粗さ記号を使って加工指示を出すことが多いからです。そして、実際の加工法の基礎を知ることによって、より目的に応じた的確な加工指示を出せるようになります。ここでは、研磨加工の基礎と、研磨の応用としてハードディスク基板の精密研磨についてお伝えします。
研磨加工とは?
研磨加工とは、要するに「磨く」ことです。より詳しく説明するならば、被加工物にそれより硬度のある砥粒(高硬度の粒、または粉末状の物質)を含んだ砥石を押し付け、表面を少しずつ削ることにより、表面の一部を除去する加工法と定義できるでしょう。砥粒の大きさを変えることにより、表面の平滑度を変えることができます。
これはつまり、砥粒の大きさを少しずつ小さくしながら繰り返し研磨することにより、平滑度を上げることができるということです。平滑度を上げていくと光の乱反射を抑えられるようになり、表面を鏡のように仕上げることができます。これを鏡面研磨、鏡面加工といいます。
また、鏡面研磨やそれに近い平滑度を要求されるような研磨、あるいは、微小な部品を研磨するような場合を特に精密研磨と呼ぶ場合があります。さらに、1ナノメートルの平坦度を要求される研磨は超精密研磨と呼ばれます。
なお、似たような言葉に「研削」があります。よく似ていますが、「研磨」の概念に「研削」が含まれる場合や「研削」工程の後に「研磨」工程がくる場合もあります。
こちらについては、「表面粗さと適切な研磨法を選定するときの考え方」もご覧ください。
研磨加工の対象物
研磨加工を行う主な対象は、ステンレス、鉄、鋼、銅、アルミなどの金属です。また、砥粒の種類をより硬度の高いものにすることにより、ガラスやシリコン、石材なども対象になります。
研磨加工の主な種類
ひと口に研磨加工といってもさまざまな種類があります。特徴を見ていきましょう。
砥石研磨
砥石研磨は「研磨加工」といわれたときにまずイメージできる一般的な研磨法です。身近な例では包丁を研ぐのも、この砥石研磨に含まれます。
砥石研磨は、砥粒を結合材で固めた砥石を被加工物に当て、砥粒の働きにより表面を少しずつ削っていく研磨法です。砥石には気孔があり、この気孔によって加工時の温度上昇を抑えています。
砥石研磨は近年、自動化が進んでいるものの、まだまだ技能者の経験と勘に頼っている部分の多い加工法です。特に製品の最終的な仕上げ研磨には技能者の腕が頼りの部分が大きいです。
バフ研磨
バフと呼ばれるフェルトのような柔らかい素材に研磨剤を付着させて、バフを回転させながら対象物を研磨していく加工法です。主に仕上げ加工に使われることが多いです。
なお、柔らかい布に研磨剤を含ませて、技能者が手動で磨く場合も広い意味でのバフ研磨に含まれると考えられます。特に金型磨きでは、「金型磨き何十年」という技能者が存在しますが、技術の継承が問題になっています。
ラッピング研磨
特に平板上の対象物に対して行われる研磨法です。ラップと呼ばれる平たい板の上に、加工する対象を乗せ、上から力を加えて砥粒を被加工物と接触させる研磨加工法です。代表的なものに半導体ウェハーを対象としたもの(CMP:Chemical Mechanical Polishing、化学的機械的研磨)や、ハードディスクのプラッタ用基板の研磨などがあります。また、ラッピング研磨専用の工作機械・製造装置は特に「ラップ盤」と呼ばれます。
ラッピング研磨は二種類あり、湿式と乾式があります。湿式はラップと研磨対象面の間に、スラリーと呼ばれる水に溶かした砥粒を流し込み研磨を行う加工法です。乾式は、ラップ表面にあらかじめ砥粒を含ませており、スラリーを流し込む必要がない加工法です。
ラッピング研磨のメカニズムとしては、砥粒が固定されておらず、被加工物を上から抑えている部分が水平移動することに伴って砥粒が移動しながら対象物を削っていきます。このため、加工する対象に大きな傷を与えることが少なく、高い平滑度・平坦度を得ることができます。
一方、加工速度が遅く、目的の表面が得られるまでに時間がかかるため、精密研磨や超精密研磨の最終的な仕上げ研磨に使われることがほとんどです。
バレル研磨
大型の槽に小さな研磨石と対象物を入れ、槽に振動や回転などの物理的な運動をかけて研磨を行う研磨法です。対象物同士がぶつかり合いキズができるのを避けるため潤滑剤を入れることが多くあります。
槽の大きさにもよりますが、一般的に一度に大量の対象物の研磨を行うことができます。反面、ラッピング研磨や、バフ研磨よりも研磨が荒くなるため、平滑度がそれほど要求されていない場合や、手動で取り切れない小さなバリをとる目的で行われる場合が多いです。
砥粒の種類
炭化ケイ素
砥粒の種類としては、最も一般的なものです。シリコンカーバイドともいいます。最も多く使われているため価格が安く、広く普及しています。また、粒度(砥粒の大きさ)のバリエーションも豊富で使いやすい砥粒です。
主に金属の研磨に使われていますが、超硬合金やガラスといった硬度の高い素材には研磨効果が弱く、十分な研磨効果が得られる前に砥粒が砥石から脱落してしまいます。そのため、硬度の高い素材を対象とする場合には、ダイヤモンドや後述するCBNなどの硬度の高い砥粒を使う必要があります。
酸化アルミニウム
炭化ケイ素と並んで非常によく使われます。アルミナともいいます。砥粒の脱落が比較的多いものの価格が非常に安く、砥粒の脱落分を考慮しても十分にコストメリットが出せます。工具鋼などの比較的硬度の高い被研磨材に対しても、十分な研磨効果が得られます。
酸化セリウム
やや特殊な砥粒として、酸化セリウムが用いられる場合があります。酸化セリウムはガラスの主成分である二酸化ケイ素と化学反応を起こす性質があり、物理的な研磨に加えて、化学的研磨が可能になります。このような研磨をCMP(Chemical Mechanical Polishing、化学的機械的研磨)といいます。この特徴を生かして、ガラスの精密・超精密研磨に多く用いられています。
ただし、セリウムの産出国が限られているために価格が乱高下しやすく、他の砥粒に比べると供給が不安定になりやすいため、注意が必要です。
ダイヤモンド
ダイヤモンドは地球上で最も硬度の高い物質の1つで、炭素の堅固な結晶構造によってこの硬度が実現されています。そのため、理論上は研磨できないものはありません。
しかし、熱に弱く、特に鉄を研磨するときには研磨面が高温となり、反応性が高くなるため、鉄に炭素を奪われて結晶が崩れてしまい、硬度が下がってしまいます。そのため、研磨速度を遅くする、すなわちゆっくり磨くことで対応する必要があります。
また、他の砥石よりも価格が高く損耗も大きいため、精密研磨の仕上げ加工のように、使用できる場面は限られています。また、ガラスやシリコンなどの硬度が高く、高温での反応性が低い材料に限定して使用されています。
CBN
自然界には存在せず人工的に作り出した物質です。 正式には立方晶窒化ホウ素(Cubic Boron Nitride)といいます。ダイヤモンドよりは高温耐性があり、炭化ケイ素よりは硬度が高いという特性を生かし、超硬合金などの金型の研磨に使用されています。ダイヤモンドより価格が少し高めですが、高温耐性があることで寿命が長く、十分コストメリットが出せることが多いです。
その他
その他の種類としてシリカや炭粉などがあります。ちなみに、身近な使用例として、伝統的なものづくりの世界で漆器の仕上げ研磨を行うときに、炭粉が使われるのは、炭素の硬度が高いことを経験的に見いだしているからと考えられます。
砥石の種類については、「研磨に適した砥石の選び方とは―砥石の種類と研磨の仕組みを解説」にてさらに詳しく解説しています。
精密研磨の必要性―ハードディスク基板を具体例として
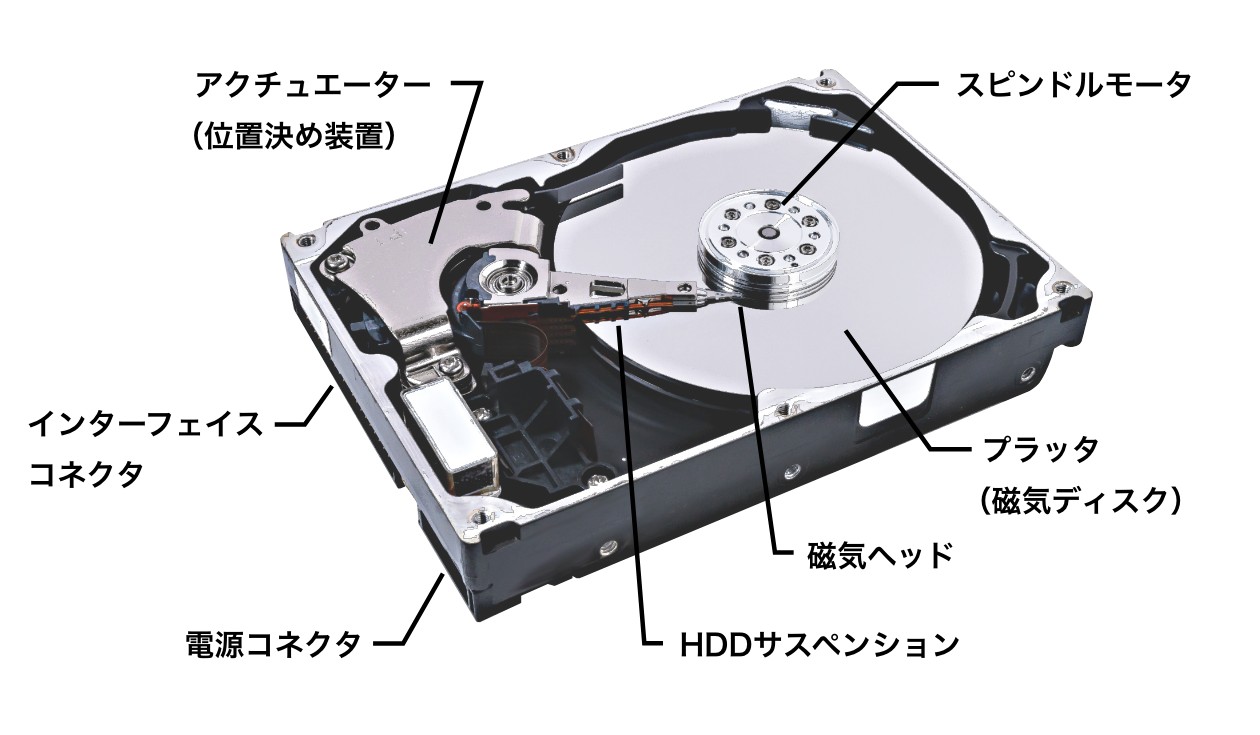
ハードディスク基板と磁気ヘッドの関係
ハードディスク内部の実際に情報が保存されている部分をプラッタといい、円盤状のアルミまたはガラス基板に磁性体が蒸着されています。そして、プラッタは高速で回転するようになっており、この高速回転しているプラッタの上部または下部に磁気ヘッドが設けられ、磁気によってデータの読み書きが行われるようになっています。
プラッタと磁気ヘッドは接触しておらず、10ナノメートル程度の微小な隙間がありますが、メカ的・機構的にこの隙間を維持するのは現実的には不可能といえます。
一方、プラッタが高速回転すると、プラッタに接する空気がプラッタ表面との摩擦によって引きずられ移動し、気流が発生します。そこで、磁気ヘッドはこの気流をとらえて、空力的に浮上してプラッタとの微小な隙間を維持しています。
基板表面の平滑度が磁気ヘッドに与える影響
プラッタの回転によって移動する空気のプラッタ表面からの高さは理論的に決まっているために、プラッタの表面が波打っていると磁気ヘッドの高さも変わります。磁気ヘッドの高さが変わってくると、データの読み書きの際の信号強度に影響を与えます。また、信号強度はプラッタのどの位置でも変わらないことが要求されています。つまり、プラッタの表面に凸凹が多いと、プラッタ表面に接する空気の流れが乱され、磁気ヘッドからの信号強度が不安定なものとなるのです。
また、データはプラッタに蒸着された磁性体の磁気によって保持されていますが、磁力は磁性体より遠い位置にあると弱くなるという性質があります。また、放射状に広がっているという性質もあります。したがって、磁気ヘッドがプラッタ上の磁性体からの適切な位置より遠くにある場合、十分に信号が読み取れなかったり、近接する磁性体からの干渉を起こしてしまったりする可能性があるのです。
プラッタの記録密度は年々上がっているために磁性体から読み取れる信号は年々弱くなっています。したがって、要求される磁気ヘッドの浮上距離も年々小さくなっています。そのため、基板に要求される平坦度・平滑度も年々高くなっていく傾向にあります。
精密研磨・超精密研磨にクリスタル砥石が有効な理由
クリスタル砥石とは?
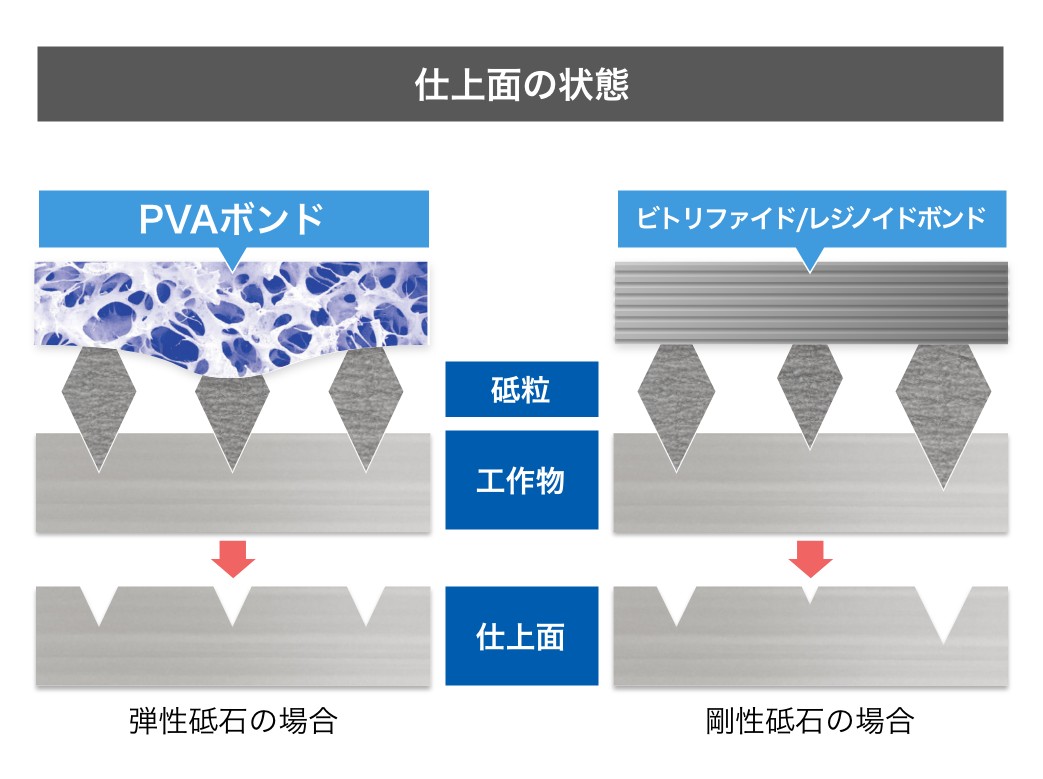
クリスタル砥石(※)とは、結合剤にPVA樹脂を使用した高気孔率の砥石です。また、個々の気孔が網目のようにつながる連続気孔を持ち、結合剤の性質を変化させることによって、さまざまな研磨に使用することができます。
クリスタル砥石を精密研磨・超精密研磨に使うメリット
クリスタル砥石は弾力性のある多孔質体であり、砥粒の刃先が揃うため、均一で精度の高い仕上り面を得ることが可能です。そのため、厳しい平坦度や粗さが要求されるハードディスク用基板の研磨に使用されています。
弾力性が高いことは、さらにメリットがあります。それは、大きな傷が発生しにくいということです。そのため、研磨面が非常に美しく仕上がります。これは、精密研磨や超精密研磨だけではなく、一般的な研磨に使用した場合でもメリットが期待できるでしょう。
また、クリスタル砥石は、高気孔率のため目詰まりしにくい特長があります。これにより、アルミや銅などの軟質金属を目詰まりすることなく研磨することができ、美しい研磨面が得られます。
(※)「クリスタル砥石」はアイオン株式会社の登録商標です。
クリスタル砥石は仕上げ研磨に特に有利
以上、一般的な研磨と精密・超精密研磨について紹介しました。
クリスタル砥石は、放熱性、均一性、研磨面の平坦性・平滑性に優れており、特に仕上げ研磨に使用した場合、美しい仕上げ面を得ることができます。クリスタル砥石は砥粒と結合材のバリエーションが豊富で、精密研磨や超精密研磨だけではなく一般的な仕上げ研磨にも十分対応可能です。研磨面を美しく仕上げたい場合には検討の余地があるのではないでしょうか。